|
|
|
#1
 07-02-12, 08:41
07-02-12, 08:41
|
||||
|
||||
|
Is there an easy way to difference a Chev 216 VS a Chev 235?

|
|
#2
07-02-12, 12:55
|
|||
|
|||
|
www.stovebolt.com is a good resource for Chevrolet cars and trucks of the same age as CMPs.
One page on engine identification is: http://www.stovebolt.com/techtips/en...tification.htm The following gives some guidance for identifying engines (with photos) http://www.victorylibrary.com/graphi...2520photos.pdf
|
|
#3
07-02-12, 21:39
|
||||
|
||||
|
On a 216 the pushrod and lifter cover tin goes up to the tappet cover and on the 235 it ends at the top of the block.
__________________
1940 Cab 11 C8 Wireless with 1A2 box & 11 set 1940 Cab 11 C8 cab and chassis 1940 Cab 11 C15 with 2A1 & Motley mount & Lewis gun 1940 Cab 11 F15A w/ Chev rear ends 1941 Cab 12 F15A 1942-44 Cab 13 F15A x 5 1942 cab 13 F15A with 2B1 box 1943 cab 13 F15A with 2H1 box 1943 Cab 13 C8A HUP 1944 Cab 13 C15A with 2C1 box 1943 Cletrac M2 High Speed Tractor MkII Bren gun carrier chassis x 2
|
|
#4
07-02-12, 23:22
|
|||
|
|||
|
Quote:
|
|
#5
08-02-12, 01:02
|
|||
|
|||
|
Hi All
Just went into the Master Parts Book Chevrolet, Maple Leaf and GMC Truck Parts Catalogue 1938-1951. Grant you are correct the early 216 and 235 share the same valve side cover along with many other parts. From the parts book it looks like the change in side cover came some time in 1950. Dave I also remember one site which had the statement about the side cover, but I think the differentiation they meant to make was between the early splash lubricated 235 and the the later pressure lube crank. So the full valve side cover vs the short cover is not a definitive identifier. As to the military 235 engine I just installed a NOS 235 head 1942 date on 216 engine http://canadianmilitarypattern.com/H...May%20Work.htm The casting numbers seem to be the best way of telling which is which. Here are a couple of good websites: http://chevy.oldcarmanualproject.com/models/engine.htm http://clubs.hemmings.com/clubsites/...tory/cast.html http://aera.org/techtools.aspx I'm working on an update to my web page with a list of current good Stovebolt Six web information site Cheers Phil
__________________
Phil Waterman `41 C60L Pattern 12 `42 C60S Radio Pattern 13 `45 HUP http://canadianmilitarypattern.com/ New e-mail Philip@canadianmilitarypattern.com Last edited by Phil Waterman; 08-02-12 at 01:12. Reason: add information
|
|
#6
08-02-12, 10:46
|
||||
|
||||
|
Here's a nice one to test your Chevy engine ID skills: seller claims it is a 216. Engine sits in what remains of a 1949 Chevrolet truck, which is in the process of being dismantled.
PS: here's the link to the advert for the Dutchmen who are looking for a Chevrolet engine - http://link.marktplaats.nl/525635919 Someone please go save this and drop it in a CMP! H.
__________________
Regards, Hanno --------------------------
|
|
#7
07-02-12, 21:48
|
||||
|
||||
|
Thank you Grant for the info.
Gilles
|
|
#8
11-02-12, 01:05
|
|||
|
|||
|
Back to Gilles original question
Quote:
It is not even easy to tell early (military ) 216 from 235 once the heads are off 216 Bore 3 1/2 Stroke 3 3/4 235 Bore 3 9/16 Stroke 3 15/16 So if you are going engine hunting print out one of the casting number tables and take it along. I have printed out two list that I have in my search notebook http://www.inliners.org/becks/BCN2.html and http://clubs.hemmings.com/clubsites/...tory/cast.html. One warning though I have seen engines that had casting numbers which are not listed. Cheers Phil PS I had not noticed but several of the Chevy web sites I have used for years have David Hayward as an acknowledge source. Good Work.
__________________
Phil Waterman `41 C60L Pattern 12 `42 C60S Radio Pattern 13 `45 HUP http://canadianmilitarypattern.com/ New e-mail Philip@canadianmilitarypattern.com Last edited by Phil Waterman; 11-02-12 at 01:20. Reason: Additional Comment
|
|
#9
11-02-12, 11:04
|
||||
|
||||
|
Thanks for the plaudits.
I have Canadian-specific Chevrolet casting numbers on my database up to around 1959. The other way to tell is by the serial number and any prefixes. C = light commercial 216, T = heavier commercial 216, K= light commercial 224 GMC and G = heavier 224 as used in Maple Leafs. I have not yet found a Canadian wartime 235 but it could have had a TT prefix. The letter R indicated rhd of course. Post-war: ENGINE PREFIXES to 1953: 216 CAR: NO PREFIX 216 LIGHT COMMERCIAL: C 216 TRUCK: X 235 TRUCK: T 239 GMC/PONTIAC: W for Walkerville? PLUS ALL R.H.D. ENGINES HAD R AS A PREFIX
|
|
#10
13-02-12, 15:05
|
|||
|
|||
|
I had a problem with the white metal lifting on the big end so i put a 1948 235 in to my C15 .
It fitted well into the engine bay but the fan is to high. So i had problem with over heating so i have got a electric fan now. I have been told there is a fix but have not found it yet.
|
|
#11
13-02-12, 18:09
|
|||
|
|||
|
Hi
The solution for difference in location of water pump on later 235 and 261s is an adapter plate. 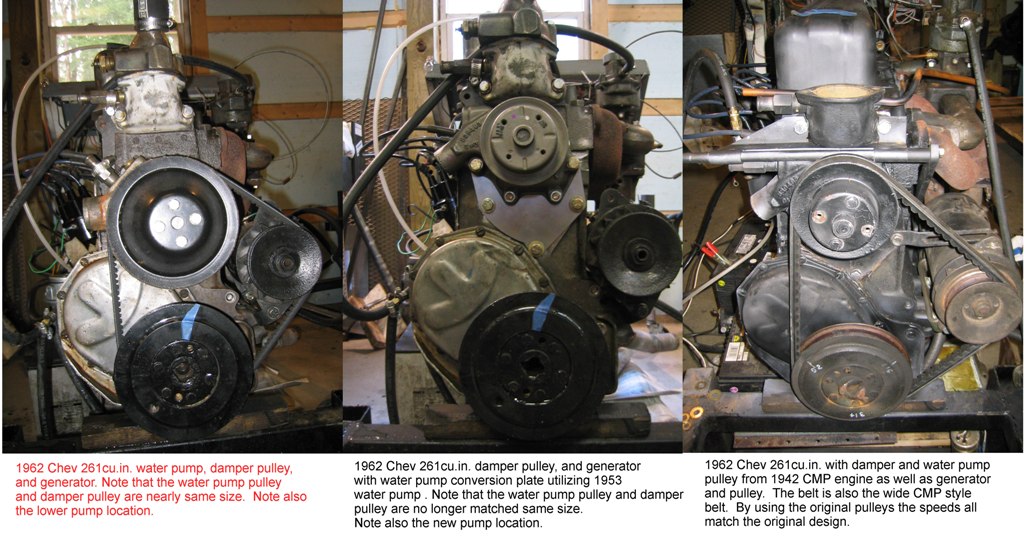  more on the adapter plate see http://canadianmilitarypattern.com/2...ifications.htm cost of the plate is small compared to the time to make one. Here is the guy I purchased my two plates from pre68bowtie@hotmail.com . The time consuming part is finding the correct water pump with the short shaft and the correct size pulley. Short shaft is necessary for clearance to the radiator and the correct pulley size is to keep the fan speeds reasonable, should be the same as the engine RPM. Hope this helps. Cheers Phil
__________________
Phil Waterman `41 C60L Pattern 12 `42 C60S Radio Pattern 13 `45 HUP http://canadianmilitarypattern.com/ New e-mail Philip@canadianmilitarypattern.com
|
|
#12
13-02-12, 18:40
|
|||
|
|||
|
The adptor plate shown above works with the 1942 or later water pump which can best be identified by the angled outlet and the two holes in the original backing plate. If you want to use a similar plate with the earlier pump used on CMP 216s (identified by an outlet parallel to the ground and a single hole in the backing plate) you will need to make it yourself. If you choose to make such a plate, pay attention to the clearance for the bolt head that is more or less hidden behind the outlet.
|
 |
| Thread Tools | |
| Display Modes | |
|
|











 Hybrid Mode
Hybrid Mode
